|
Numar proiect
|
2023/058
|
|
Nume proiect
|
“RobotRail” – Sistem de culisare de un brat robotic colaborativ
|
|
Promotor proiect
|
Rolix Impex Series Srl
|
|
Aria de focusare proiect
|
Mediu industrial
|
|
|
|
|
1. Introducere și
contextul proiectului
|
Scopul
proiectului RobotRail este dezvoltarea și validarea unui sistem liniar
modular de culisare pentru brațe robotice colaborative, capabil să
deservească minimum 4 posturi de lucru distincte. Sistemul
urmărește creșterea flexibilității și a
productivității în aplicații industriale de sudură,
vopsire și manipulare, prin extinderea volumului de lucru al cobotului,
reducerea timpilor morți și posibilitatea operării cu unul sau
doi coboti în paralel, pe aceeași infrastructură mecanică.
1.1 Prezentarea conceptului
RobotRail și a nevoii industriale
Conceptul RobotRail pornește de la necesitatea industriei de a utiliza
cobotul nu doar într-o zonă fixă, limitată, ci ca resursă
mobilă, care se poate deplasa succesiv între mai multe posturi de lucru.
În prezent, multe linii de producție sunt fragmentate, fiecare
stație având echipamente parțial utilizate, iar reconfigurarea
fluxului implică costuri ridicate și timpi mari de întrerupere.
RobotRail
propune o șină liniară modulară pe care este montat unul
sau doi coboti colaborativi. Șina interconectează minimum 4 posturi
de lucru dotate cu dispozitive (mese fixe sau rotative), astfel încât cobotul
devine o resursă partajată între celule, executând secvențial
sau alternant operații de sudură, vopsire sau manipulare. Nevoia
industrială vizată este creșterea gradului de utilizare a
cobotului, reducerea investițiilor în multiple celule robotizate fixe
și facilitarea reconfigurării rapide a fluxurilor de
producție.
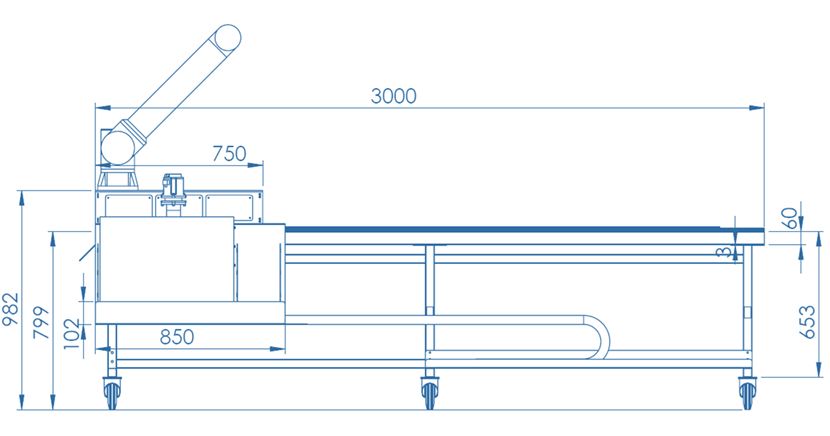
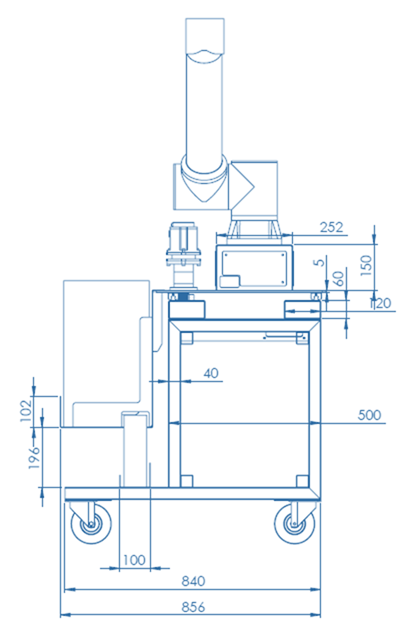
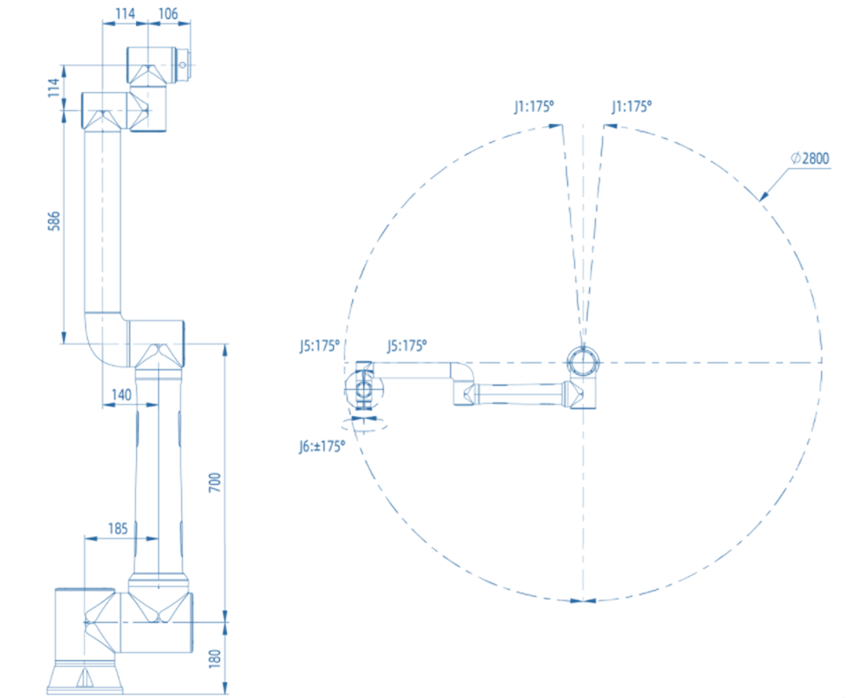
1.2 Caracteristicile cobotului
utilizat (1400 mm lungime, +/-0,02 mm fidelitate)
Cobotul utilizat în proiect are o rază de lucru de aproximativ 1400 mm
și o fidelitate a mișcării de +/-0,02 mm, valori adecvate
pentru aplicații ce necesită precizie ridicată: sudură de
cordoane fine, aplicare controlată de strat de vopsea, manipulare
precisă a pieselor și a subansamblelor. Sarcina maximă de 10
kg permite manipularea pieselor de dimensiune mică și medie, precum
și utilizarea unor capete de lucru specializate (pistolet de
sudură, pistol de vopsire, grippere mecanice sau pneumatice).
Aceste
caracteristici impun cerințe clare asupra sistemului RobotRail:
rigiditate mecanică suficientă pentru a nu afecta precizia
cobotului, ghidaje și acționări liniare cu joc minim, precum
și control fin al poziționării pe șină. Fidelitatea
de +/-0,02 mm trebuie menținută pe întreaga lungime utilă,
ceea ce presupune o proiectare atentă a structurii portante și o
calibrare riguroasă a ansamblului cobot–șină–posturi de lucru.
1.3 Extinderea
mobilității cobotului printr-un sistem liniar multi-post
În configurația clasică, cobotul este montat pe o bază
statică și poate deservi doar volumul de lucru definit de cei 1400
mm rază. Prin introducerea sistemului liniar RobotRail, volumul de lucru
se extinde de-a lungul șinei, permițând cobotului să se
deplaseze controlat între minimum 4 posturi de lucru, configurate de-a lungul
liniei sau în jurul acesteia. Cobotul nu mai este asociat unei singure
aplicații, ci devine un element mobil de automatizare, redistribuit rapid
acolo unde este nevoie în fluxul tehnologic.
Sistemul
multi-post permite, de exemplu, ca la un post să se realizeze sudura
componentelor, la alt post să se facă manipularea sau
pregătirea pieselor pentru vopsire, iar la un al patrulea post să
se efectueze operații finale de manipulare sau control. Deplasarea pe
șină este sincronizată cu programele de lucru ale cobotului,
astfel încât poziționarea la fiecare post este reproductibilă
și sigură.
Tabel
1 – Comparație între utilizarea unui cobot fix și utilizarea unui
cobot pe sistemul RobotRail (multi-post)
|
Criteriu
|
Cobot fix (bază statică)
|
Cobot pe RobotRail (sistem liniar multi-post)
|
|
Aria
de lucru
|
Limitată
la raza de 1400 mm
|
Extinsă
pe lungimea șinei + raza de 1400 mm la fiecare post
|
|
Număr
posturi deservite
|
1
post de lucru
|
Minimum
4 posturi de lucru, extensibil
|
|
Grad
de utilizare a cobotului
|
Mai
scăzut (timpi morți mari între operații)
|
Mai
ridicat (se mută între posturi, sarcini succesive)
|
|
Flexibilitate
la reconfigurare
|
Redusă;
mutarea cobotului implică reproiectare mecanică
|
Ridicată;
se pot adăuga/înlocui posturi pe linia RobotRail
|
|
Tipuri
de aplicații
|
De
regulă o aplicație dominantă (de exemplu doar sudură)
|
Combinații
sudură, vopsire, manipulare, procese hibride
|
|
Investiție
în roboți
|
Mai
mulți roboți fixați pentru posturi diferite
|
1–2
coboti mobili deservesc mai multe posturi
|
|
Posibilitatea
lucrului în paralel
|
Limitată
(fiecare robot lucrează izolat)
|
Posibilă
cu 2 coboti pe aceeași șină, în zone de lucru separate
|
|
Utilizarea
meselor de lucru
|
De
obicei o singură masă/dispozitiv
|
Mese
fixe și rotative la multiple posturi pe același sistem
|
|
Scalabilitate
|
Scalare
prin adăugare de celule independente
|
Scalare
prin prelungirea șinei și adăugarea de noi posturi/coboti
|
|
Integrare
în fluxul tehnologic
|
Punctuală,
focalizată pe o singură etapă
|
Conectează
mai multe etape (sudare, vopsire, manipulare, manipulare finală)
|
1.4 Domenii de aplicare:
sudură, vopsire, manipulare, procese hibride
RobotRail este orientat prioritar către aplicații de sudură,
unde cobotul echipat cu pistolet de sudură se deplasează între mai
multe dispozitive, fiecare conținând repere sau subansamble diferite.
Prin utilizarea meselor fixe sau rotative, se pot realiza suduri
longitudinale, circumferențiale sau configurații complexe,
fără a instala mai multe celule de sudură independente.
În
aplicațiile de vopsire, sistemul permite poziționarea cobotului în
fața diferitelor fixture-uri sau standuri de piese, optimizând acoperirea
suprafețelor și reducând manipularea manuală. În manipulare,
cobotul poate încărca și descărca utilaje, poate alimenta
linii de producție sau poate prelua piese finite, deplasându-se de-a
lungul șinei între zona de alimentare și zona de depozitare sau
control. Procesele hibride, de tip sudură–manipulare sau
vopsire–manipulare, devin fezabile în cadrul aceleiași infrastructuri
RobotRail, care funcționează ca un schelet flexibil de automatizare
între mai multe etape ale fluxului tehnologic.
1.5 Comparație între
prinderile pe podea, tavan și perete pentru sistemul RobotRail
Sistemul RobotRail poate fi instalat în mai multe configurații de
prindere: pe podea (pe o masă sau direct pe sol), de tavan sau pe
perete. Alegerea configurației depinde de spațiul disponibil, tipul
aplicației, condițiile de lucru (de exemplu, prezența
stropilor de sudură sau a norilor de vopsea), precum și de
constrângerile structurale ale halei.
Prinderea
pe podea este, în general, cea mai robustă și mai simplu de
implementat, asigurând o bună rigiditate și acces facil la
echipamente. Prinderea de tavan eliberează suprafața de lucru
și este avantajoasă acolo unde fluxul de materiale la sol trebuie
să rămână neobstrucționat. Prinderea pe perete este o
soluție intermediară, utilă în spații înguste sau acolo
unde peretele este suficient de rezistent pentru a prelua sarcinile dinamice.
Tabel
2 – Comparație între prinderea pe podea, pe tavan și pe perete
|
Criteriu
|
Prindere pe podea
|
Prindere pe tavan
|
Prindere pe perete
|
|
Rigiditate
structurală
|
Foarte
bună, dacă fundația este adecvată
|
Depinde
de structura acoperișului
|
Depinde
de rezistența peretelui
|
|
Complexitate
de instalare
|
Redusă
– montaj clasic, acces facil
|
Mai
mare – necesită ancorări și verificări speciale
|
Medie
– necesită prinderi și verificarea peretelui
|
|
Acces
la posturile de lucru
|
Foarte
bun, echipamente la nivelul operatorilor
|
Foarte
bun, sol eliberat
|
Bun,
dar limitat de poziția laterală
|
|
Impact
asupra spațiului la sol
|
Ocupă
spațiu la sol / pe masă
|
Minim
– spațiul la sol rămâne liber
|
Poate
elibera parțial spațiul la sol
|
|
Protecție
la stropi/sprayer
|
Expus
la stropi de sudură / vopsea
|
Mai
puțin expus (poziție superioară)
|
Depinde
de înălțime și de ecrane de protecție
|
|
Mentenanță
|
Ușoară
(acces direct la elemente)
|
Mai
dificilă (lucru la înălțime)
|
Medie
– acces lateral, uneori la înălțime
|
|
Cost
de implementare
|
De
regulă cel mai redus
|
Mai
ridicat (structuri și ancorări suplimentare)
|
Intermediar,
funcție de structură
|
|
Adaptabilitate
la relocare
|
Relocare
relativ simplă
|
Relocare
mai dificilă
|
Relocare
medie, depinde de peretele nou
|
|
Stabilitate
la vibrații
|
Foarte
bună
|
Poate
fi afectată de vibrațiile structurii halei
|
Depinde
de rigiditatea peretelui
|
|
Cazuri
de utilizare tipice
|
Celule
clasice de sudură, manipulare
|
Linii
cu AGV/AMR, flux intens de materiale la sol
|
Spații
înguste, hale cu pereți portanți robuști
|
1.6 Comparație între
scenariul cu 1 cobot și scenariul cu 2 coboti pe RobotRail
RobotRail permite atât configurarea cu un singur cobot care se
deplasează între toate posturile de lucru, cât și configurații
cu doi coboti care lucrează în paralel pe aceeași șină
sau pe segmente separate.
Scenariul
cu 1 cobot este mai simplu din punctul de vedere al controlului și al
siguranței, având costuri de investiție mai reduse, dar fiind
limitat în ceea ce privește debitul de producție. Scenariul cu 2
coboti permite creșterea semnificativă a productivității
și a gradului de paralelizare a proceselor, însă presupune un
control mai complex, separare clară a zonelor de lucru și
soluții suplimentare de siguranță și sincronizare.
Tabel
3 – Comparație între configurarea cu 1 cobot și cu 2 coboti pe
RobotRail
|
Criteriu
|
Configurare cu 1 cobot
|
Configurare cu 2 coboti
|
|
Complexitate
de control
|
Redusă
|
Ridicată
(coordonare și evitare coliziuni)
|
|
Productivitate
/ debit
|
Medie
|
Ridicat
(lucru în paralel pe posturi diferite)
|
|
Cost
de investiție
|
Mai
redus
|
Mai
ridicat (al doilea cobot și echipamente)
|
|
Grad
de utilizare a șinei
|
Utilizare
secvențială a posturilor
|
Utilizare
intensă, mai multe posturi active simultan
|
|
Planificare
a ciclurilor
|
Simplă,
un singur flux de lucru
|
Complexă,
necesită orchestrarea sarcinilor
|
|
Siguranță
|
Mai
ușor de gestionat
|
Necesită
zone separate, senzori, logici avansate
|
|
Redundanță
operațională
|
Dacă
cobotul se oprește, linia se oprește
|
Un
cobot poate continua dacă celălalt are probleme
|
|
Flexibilitate
în reconfigurare
|
Reconfigurare
simplă a secvenței de posturi
|
Reconfigurare
cu condiția păstrării zonelor sigure
|
|
Cerințe
hardware suplimentare
|
Standard
(șină + 1 cărucior)
|
Șină
+ 2 cărucioare, separatoare, senzori suplimentari
|
|
Scenarii
tipice
|
Prototipare,
loturi mici, linii flexibile
|
Producție
de serie, cicluri scurte, cerințe mari de debit
|
1.7 Comparație între
posturi de sudură, vopsire și manipulare din punct de vedere al
cerințelor RobotRail
Cele trei tipuri principale de aplicații vizate în proiect –
sudură, vopsire și manipulare – impun cerințe diferite asupra
designului posturilor de lucru, a dispozitivelor și a mediului în care
operează RobotRail.
Posturile
de sudură necesită protecție împotriva stropilor și
temperaturilor ridicate, o masă de lucru bine împământată
și o geometrie care să permită accesul optim al pistoletului,
menținând precizia cobotului. Posturile de vopsire au cerințe
stricte privind curenții de aer, filtrarea și evitarea depunerilor
pe șină și pe mecanismul de culisare. Posturile de manipulare
sunt, în general, mai puțin solicitante din punct de vedere termic sau
de mediu, dar pot solicita cerințe mai ridicate de viteză și
repetabilitate la cicluri rapide.
Tabel
4 – Comparație între posturile de sudură, vopsire și
manipulare (cerințe pentru RobotRail)
|
Criteriu
|
Post de sudură
|
Post de vopsire
|
Post de manipulare
|
|
Precizie
necesară
|
Ridicată
(poziționare cordon)
|
Ridicată
(uniformitate strat)
|
Medie–ridicată
(poziționare piese)
|
|
Condiții
de mediu
|
Temperatură,
stropi metalici, fum de sudură
|
Ceață
de vopsea, solvenți, cerințe de exhaustare
|
Mediu
industrial standard
|
|
Protecție
pentru șină și cărucior
|
Ecrane
anti-stropi, protecții termice
|
Protecții
împotriva depunerilor de vopsea
|
Protecții
mecanice de bază
|
|
Tipuri
de dispozitive
|
Mese
fixe, mese rotative, jig-uri sudură
|
Suporturi
piese, rame, standuri suspendate
|
Paleți,
conveioare, rafturi
|
|
Viteză
de lucru
|
Medie
(limitări date de procesul de sudare)
|
Medie
(timp de acoperire și uscare)
|
Ridicată
(cicluri scurte de transfer)
|
|
Cerințe
de împământare
|
Critice
(circuit sudură)
|
Non-critice
|
Non-critice
|
|
Cerințe
de curățare/mentenanță
|
Curățare
periodică stropi, fum
|
Curățare
depuneri vopsea, filtre
|
Curățare
standard (praf, particule)
|
|
Interacțiune
operator
|
Supraveghere,
încărcare/descărcare dispozitive
|
Supraveghere
și control calitate vizual
|
Încărcare/descărcare,
logistică
|
|
Impact
asupra duratei de viață
|
Uz
mecanic și termic ridicat
|
Uz
chimic și depuneri
|
Uz
mecanic moderat
|
|
Soluții
de siguranță specifice
|
Ecrane
de protecție, cortine, senzori de arc
|
Sisteme
de ventilare, detecție vapori
|
Senzori
de prezență, protecție la ciupire
|
|
|
2. Analiza
cerințelor funcționale
|
2.1 Cerințe generale
pentru deservirea a minimum 4 posturi de lucru
Sistemul RobotRail trebuie să fie capabil să deservească
minimum 4 posturi de lucru distincte, configurate de-a lungul șinei
liniare. Fiecare post de lucru este asociat unui dispozitiv (masă
fixă, masă rotativă sau jig dedicat) și unui tip de
proces (sudură, vopsire, manipulare).
Din punct de vedere
funcțional, șina trebuie să permită:
- acces repetabil al cobotului la
fiecare post, cu poziționare în toleranțele de precizie impuse
de proces;
- definirea unor coordonate de
referință (frame-uri) stabile pentru fiecare post, astfel
încât programele cobotului să poată fi reutilizate și
reconfigurate ușor;
- posibilitatea de a organiza
posturile în succesiunea logică a fluxului tehnologic (ex. post 1 –
sudură, post 2 – sudură detaliu, post 3 – vopsire, post 4 –
manipulare/ambalare);
- asigurarea spațiilor de
siguranță între posturi, astfel încât deplasarea pe
șină să nu genereze riscuri de coliziune cu dispozitivele
sau cu operatorii.
Funcțional,
sistemul trebuie să permită extinderea la mai mult de 4 posturi
prin prelungirea șinei și integrarea de dispozitive suplimentare,
fără reproiectarea integrală a arhitecturii mecanice și
de control.
2.2 Cerințe specifice
pentru dispozitive (mese fixe, rotative, jiguri)
Dispozitivele de lucru (mese fixe, mese rotative, jiguri dedicate)
reprezintă punctele de interfață dintre RobotRail și
piesele de prelucrat. Ele trebuie să asigure prinderea fermă,
poziționarea repetabilă și accesul optim al cobotului la
zonele de interes (cordon de sudură, suprafață de vopsit,
puncte de manipulare).
Pentru
mese fixe, cerințele principale sunt legate de rigiditate, stabilitate,
posibilitatea de fixare a reperelor și compatibilitatea cu câmpul de
lucru al cobotului la poziția respectivă pe șină. Pentru
mesele rotative, se adaugă cerințe privind rigiditatea în
rotație, precizia de indexare și integrarea cu sistemul de control
(poziții predefinite, sincronizare cu mișcarea cobotului). Jigurile
dedicate (șabloane, bride, suporturi profilate) trebuie proiectate
astfel încât să reducă la minimum timpul de setare și să
asigure o poziționare repetabilă a pieselor, indiferent dacă
procesul este de sudură, vopsire sau manipulare.
Tabel
5 – Comparație între mese fixe, mese rotative și jiguri dedicate
(din perspectiva RobotRail)
|
Criteriu
|
Masă fixă
|
Masă rotativă
|
Jig dedicat (fixture)
|
|
Tip de mișcare
|
Statică
|
Rotire în jurul unui ax
|
Static sau cu mișcări limitate (clampare)
|
|
Complexitate mecanică
|
Redusă
|
Medie–ridicată (lagăre, antrenare, frânare)
|
Variabilă, în funcție de geometria reperelor
|
|
Rigiditate
|
Ridicată, ușor de obținut
|
Necesită dimensionare atentă
|
Depinde de design, poate fi foarte ridicată
|
|
Precizie de poziționare
|
Determinată de calibrarea inițială
|
Determinată de sistemul de indexare și servo
|
Determinată de suprafețele de referință
ale jigului
|
|
Flexibilitate pentru repere noi
|
Medie (se pot adăuga prinderi/modulări)
|
Medie (limitări geometrice la rotație)
|
Scăzută (optimizat pentru un anumit reper/serie)
|
|
Integrare cu controlul RobotRail
|
Minimă (doar frame de referință)
|
Necesită semnale de poziție, feedback
|
Minimă; logica e în design, nu în control
|
|
Cost de realizare
|
De regulă redus
|
Mai ridicat (mecanisme de rotație și control)
|
Variabil, poate fi ridicat pentru repere complexe
|
|
Timp de schimbare între repere
|
Mediu (reconfigurare manuală)
|
Mediu (adaptări ale fixărilor pe platou)
|
Foarte scurt, dacă reperul este același
|
|
Aplicații tipice
|
Manipulare, sudură simplă, vopsire planar
|
Sudură circumferențială, vopsire 360°
|
Sudură/vopsire/transfer pentru serii dedicate
|
|
Impact asupra ciclului RobotRail
|
Cicluri simple, mișcări previzibile
|
Necesită coordonare între rotație și cobot
|
Optimizează timpii pe reper, dar e mai puțin
flexibil
|
2.3 Cerințe de
sarcină utilă și stabilitate
Cobotul utilizat are o sarcină maximă de 10 kg, la care se
adaugă masa capetelor de lucru (pistolet de sudură, pistol de
vopsire, gripper). Sistemul RobotRail trebuie să fie dimensionat astfel
încât să nu apară deflecții semnificative ale șinei sau
ale căruciorului de culisare, nici în poziții extreme, nici în
mișcare dinamică cu accelerări/decelerări specifice
aplicațiilor industriale.
Cerințele
funcționale includ:
- dimensionarea șinei
și a elementelor de ghidare pentru a prelua momentele și
forțele generate de cobot la sarcina maximă și la
accelerările de lucru;
- limitarea deplasărilor
elastice (verticale și laterale) astfel încât precisia
globală, inclusiv contribuția șinei, să se încadreze
în toleranțele procesului (ex. menținerea
fidelității globale în jurul valorii de +/-0,02 mm sau în
fereastra admisă de aplicație);
- asigurarea
stabilității la schimbări rapide de direcție, mai
ales în aplicațiile de manipulare cu viteză mare;
- proiectarea și verificarea
sistemelor de prindere (pe podea, tavan, perete) pentru a prelua în
siguranță sarcinile dinamice.
Funcțional,
trebuie prevăzut un factor de siguranță adecvat atât pentru
sarcina statică, cât și pentru sarcina dinamică, ținând
cont de combinațiile de mișcări ale cobotului și ale
căruciorului RobotRail.
2.4 Cerințe de precizie,
repetabilitate și viteză
Pentru a valorifica fidelitatea mișcării cobotului (+/-0,02 mm),
sistemul RobotRail trebuie să asigure o precizie și o
repetabilitate a poziționării pe șină compatibile cu
acest nivel. Aceasta înseamnă:
- repetabilitate de
poziționare a căruciorului în dreptul fiecărui post de
lucru, astfel încât ramura de program a cobotului dedicată postului
să poată fi reutilizată fără recalibrări
frecvente;
- control al vitezei de deplasare
pe șină, care să permită atât mișcări
rapide între posturi (pentru reducerea timpilor morți), cât și
mișcări lente și controlate în zone de lucru sensibile
(de exemplu, apropierea de dispozitive sau de operator);
- profiluri de accelerație
și decelerație optimizate pentru a preveni vibrațiile
și a menține stabilitatea în timpul operațiilor de
precizie (suduri fine, zone de vopsire critică).
Cerințele
de precizie și viteză diferă în funcție de
aplicație. Sudura impune o precizie mai strictă la poziționarea
piesei și a torței, vopsirea are nevoie de viteză și
uniformitate de deplasare, în timp ce manipularea poate tolera abateri mai
mari, dar cere adesea viteze de lucru ridicate.
Tabel
6 – Cerințe funcționale pe tip de proces (sudură, vopsire,
manipulare)
|
Criteriu
|
Sudură
|
Vopsire
|
Manipulare
|
|
Precizie
poziționare piesă
|
Foarte
ridicată
|
Ridicată
|
Medie
|
|
Precizie
traiectorie cobot
|
Foarte
ridicată (cordon controlat)
|
Ridicată
(strat uniform)
|
Medie
(puncte de preluare/depune)
|
|
Viteză
de deplasare pe șină
|
Medie
(nu trebuie să inducă vibrații)
|
Medie–ridicată
(optim pentru timp de ciclu)
|
Ridicată
(transfer rapid între posturi)
|
|
Stabilitate
la vibrații
|
Critică
|
Importantă
|
Importantă,
mai ales la greutăți mari
|
|
Repetabilitate
posturi
|
Critică
(poziții fixe pentru dispozitive)
|
Critică
(poziționare repetabilă a pieselor)
|
Ridicată,
dar cu toleranțe ceva mai relaxate
|
|
Toleranță
la erori de poziție
|
Mică
|
Medie
(corectabilă prin adaos de strat)
|
Mai
mare (atât timp cât piesa e prindă corect)
|
|
Prioritate
funcțională
|
Precizie
+ stabilitate
|
Precizie
+ uniformitate mișcare
|
Viteză
+ capacitate de manipulare
|
|
Impact
asupra designului mesei
|
Masă
robustă, împământare bună
|
Masă
cu protecții la vopsea, acces 360°
|
Masă/logistică
adaptate dimensiunii reperelor
|
|
Profil
tipic de utilizare
|
Cicluri
de durată medie, focalizate pe calitate
|
Cicluri
medii cu cerințe de acoperire completă
|
Cicluri
scurte, mari volume de transfer
|
|
Integrare
cu RobotRail
|
Mișcări
bine definite între posturi de sudură
|
Mișcări
între posturi de pregătire și vopsire
|
Mișcări
între zone de alimentare și depozitare
|

|
|
3. Arhitectura sistemului robotrail
|
3.1 Configurația
generală și principiile de modularitate
Arhitectura sistemului RobotRail se bazează pe o șină
liniară modulară, pe care se deplasează unul sau doi coboti
colaborativi, pentru a deservi minimum 4 posturi de lucru. Șina este
alcătuită din segmente standardizate, conectate mecanic și
aliniate astfel încât să asigure continuitatea ghidajelor și a
sistemului de acționare. Această modularitate permite adaptarea
lungimii totale în funcție de numărul de posturi și de
dimensiunea fiecărui post (mese fixe, mese rotative, jiguri complexe).
La
nivel structural, arhitectura include: șina (profil portante + ghidaje),
căruciorul/cărcioarele care poartă cobotul (unul sau
două, în funcție de configurație), sistemul de acționare
liniară (cremalieră și pinion, curea, șurub cu bile, în
funcție de cerințele de viteză și precizie), precum
și elementele de prindere (pe podea, tavan, perete). Toate acestea sunt
corelate cu pozițiile definite ale posturilor de lucru, astfel încât fiecare
post să aibă o „fereastră” de acces în care cobotul să
poată opera optim, fără interferențe cu alte echipamente.
Principiul
de modularitate se reflectă și la nivel de control: fiecare post de
lucru are asociat un frame de referință, iar pozițiile
predefinite ale căruciorului pe șină sunt mapate în
coordonatele cobotului. Extinderile ulterioare (adăugarea de posturi noi
sau prelungirea șinei) se fac prin adăugarea de module atât
mecanice, cât și software (noi frame-uri, noi poziții predefinite),
fără rescriere fundamentală a arhitecturii.
3.2 Configurații de
lungime a șinei și scenarii de extindere
În funcție de spațiul disponibil și de numărul de posturi
de lucru, sistemul RobotRail poate fi configurat cu diverse lungimi de
șină. În varianta minimă, șina deservește 4 posturi
compacte, dispuse la distanțe fixe, optimizate pentru trasee scurte
între posturi. În variantele extinse, șina poate fi prelungită
pentru a deservi mai multe posturi (6, 8 sau mai multe), pentru a integra
zone tampon (de încărcare/descărcare) sau pentru a acoperi o zonă
mai mare în hală.
Din
punct de vedere arhitectural, alegerea lungimii șinei impactează:
timpul de deplasare între posturi, rigiditatea generală, numărul
și poziția punctelor de prindere pe structură, precum și
complexitatea cablării (cablu-chain, sisteme de management al
cablurilor). Este de asemenea importantă raportarea la aplicație:
pentru linii cu cicluri foarte scurte, se preferă configurații mai
compacte (deplasări scurte, rapide), în timp ce pentru linii cu multe
posturi și flux complex se justifică șine mai lungi.
Tabel
7 – Comparație între configurații de lungime a șinei RobotRail
|
Configurație de șină
|
Număr tipic de posturi
|
Avantaje principale
|
Limitări / riscuri
|
|
Șină
scurtă (4 posturi compacte)
|
4
posturi
|
Deplasări
rapide între posturi, rigiditate crescută
|
Flexibilitate
redusă la extindere
|
|
Șină
medie (4–6 posturi)
|
4–6
posturi
|
Compromis
bun între debit și extindere
|
Necesită
prinderi suplimentare pentru rigiditate
|
|
Șină
lungă (6–8 posturi)
|
6–8
posturi
|
Integrarea
mai multor procese pe aceeași linie
|
Timp
de deplasare mai mare între posturi îndepărtate
|
|
Șină
foarte lungă (>8 posturi)
|
>8
posturi
|
Posibilitatea
de a conecta mai multe zone tehnologice
|
Complexitate
ridicată la control și mentenanță
|
|
Configurație
extensibilă modular
|
4
posturi inițiale, extensibile
|
Investiție
etapizată, scalare progresivă
|
Necesită
standardizare strictă a modulelor de extindere
|
În
proiectarea inițială a sistemului, se poate porni de la o
configurație „șină medie” pentru 4 posturi, cu posibilitate de
extindere la 6 posturi prin adăugarea a încă unui modul de
șină, a prinderilor aferente și a unui nou post de lucru.
Această abordare permite dovedirea conceptului în fazele inițiale,
urmată de scalare în funcție de cerințele de producție.
3.3 Scenarii de aranjare a
posturilor de lucru
Aranjarea posturilor de lucru de-a lungul șinei influențează
direct ergonomia, fluxul de materiale și siguranța operatorilor.
Din perspectiva arhitecturii RobotRail, pot fi identificate câteva scenarii
tipice de aranjare:
–
Aranjare liniară aliniată: toate posturile sunt dispuse de-a lungul
unei singure linii, pe aceeași parte a șinei sau pe ambele
părți, dar într-o geometrie clară, „în șir”. Aceasta este
cea mai simplă și mai ușor de planificat.
–
Aranjare tip „insulă”: șina traversează o zonă în care
posturile sunt dispuse în jur, formând o insulă de lucru. Cobotul poate
lucra alternativ pe stânga/dreapta, în față/spate, ceea ce permite
utilizarea mai eficientă a spațiului.
–
Aranjare mixtă: combinații între segmente lineare și zone
expandate (ex. 2 posturi compacte la începutul șinei, 2 posturi într-o
zonă „insulă” la capăt). Acest scenariu permite adaptarea la
geometria halei și la fluxuri tehnologice mai complexe, care includ zone
de pregătire, procesare și control.
Tabel
8 – Comparație între scenarii de aranjare a posturilor de lucru
|
Scenariu de aranjare
|
Descriere
|
Avantaje principale
|
Limitări / puncte de atenție
|
|
Liniar
aliniat (o singură linie)
|
Posturi
dispuse în linie, de-a lungul șinei
|
Proiectare
simplă, trasee ușor de programat
|
Poate
ocupa mult spațiu în lungime
|
|
Liniar
bilateral
|
Posturi
pe ambele părți ale șinei
|
Utilizare
mai bună a spațiului lateral
|
Necesită
analiză atentă de siguranță și acces
|
|
Tip
„insulă”
|
Posturi
dispuse în jurul șinei într-o zonă compactă
|
Densitate
mare de posturi, ergonomie bună
|
Planificare
mai complexă a traseelor cobotului
|
|
Mixt
(liniar + insulă)
|
Combinație
zone liniare și zone insulă
|
Foarte
flexibil, adaptabil la geometria halei
|
Integrare
mai complexă, necesită layout detaliat
|
|
Segmentat
pe zone tehnologice
|
Grupuri
de posturi pe funcțiuni (sudură/vopsire/etc)
|
Flux
logic clar, ușor de controlat
|
Poate
implica deplasări mai lungi între „zone”
|
Alegerea
scenariului depinde de tipul de producție (serie mică, serie mare,
mix de produse), de modul de manipulare a materialelor (manual, cu
cărucioare, cu AGV/AMR), precum și de cerințele de
siguranță (zone închise pentru sudură și vopsire, zone
deschise pentru manipulare).
3.4 Arhitectura mecanică
și de control pentru configurațiile cu 1 și 2 coboti
Arhitectura mecanică a RobotRail trebuie să acomodeze atât
scenariul cu un singur cobot, cât și scenariul cu doi coboti care
lucrează în paralel. Mecanica de bază (șina, ghidajele,
prinderile) este comună, dar numărul de cărucioare port-cobot,
amplasarea senzorilor de limitare, zonele de siguranță și
logica de control diferă.
În
configurația cu 1 cobot, există un singur cărucior activ pe
șină, cu senzori de capăt de cursă și, eventual,
senzori intermediari pentru detectarea posturilor. Logica de control
coordonează mișcarea liniară cu programul cobotului, într-o
arhitectură relativ simplă: comenzi de poziționare la post,
confirmare, apoi execuția programului local.
În
configurația cu 2 coboti, arhitectura se extinde pentru a include:
– două cărucioare independente, fiecare cu propriul set de senzori
și unitate de acționare;
– zone de excludere și de suprapunere controlată, definite pe
șină, astfel încât cei doi coboti să nu ajungă în
aceeași zonă critică simultan;
– interblocări logice (software și, după caz, hardware) pentru
evitarea coliziunilor între cărucioare și între brațele cobot;
– canale suplimentare de comunicare între controlerul șinei și
controlerele celor doi coboti, precum și eventual cu PLC-ul de linie.
Chiar
dacă nu introducem aici un nou tabel (comparația 1 cobot vs 2
coboti este deja acoperită în subcapitolul 1.6), arhitectura din
capitolul 3 reflectă aceste diferențe prin: dimensionarea mecanică
(șină comună, două cărucioare), configurarea zonelor
de lucru (posturi alocate unui singur cobot sau partajate secvențial)
și definirea clară a regulilor de trafic pe șină
(priorități de mișcare, interdicții temporare de acces
într-o anumită zonă).
|
|
4. Componenta mecanică
|
4.1 Structura șinei de
culisare și tipuri de profile
Structura mecanică principală a sistemului RobotRail este șina
de culisare, concepută ca un ansamblu portante + ghidaje liniare,
dimensionat pentru a prelua sarcina unui cobot de până la 10 kg (plus
cap de lucru) și eforturile dinamice asociate mișcării pe
șină. Șina trebuie să asigure rigiditate suficientă
pentru a nu compromite fidelitatea de mișcare a cobotului (+/-0,02 mm),
atât în poziții centrale, cât și în poziții extreme sau la accelerații/decelerații
ridicate.
Din
punct de vedere constructiv, se pot utiliza diferite tipuri de profile:
profile laminat din oțel (I, H, U), profile sudate personalizate (de
exemplu, cutii sudate din tablă groasă) sau profile de aluminiu
industrial (tip profilere modulare). Alegerea profilului depinde de: lungimea
totală a șinei, modul de prindere (pe podea, pe tavan, pe perete),
mediul de lucru (sudură, vopsire, manipulare) și cerințele de
greutate/relocare.
În
aplicații de sudură și manipulare grea, profilele din
oțel oferă rigiditate și durabilitate superioare, în timp ce
profilele de aluminiu pot fi avantajoase pentru configurații mai
ușoare, cu lungimi moderate și cerințe de relocare
frecventă. Profilele sudate personalizate permit integrarea facilă
a zonelor de prindere, a ghidajelor și a elementelor de protecție
direct în geometria șinei.
Tabel
9 – Comparație între tipuri de profile pentru șina RobotRail
|
Criteriu
|
Profil laminat din oțel (I/H/U)
|
Profil sudat personalizat (cutie oțel)
|
Profil aluminiu industrial (profil modular)
|
|
Rigiditate
|
Ridicată
|
Foarte ridicată (geometrie optimizată)
|
Medie–ridicată (funcție de secțiune)
|
|
Greutate specifică
|
Mare
|
Mare
|
Redusă
|
|
Adaptabilitate la prinderi
|
Medie (se adaugă plăci, console)
|
Foarte bună (plăci și nervuri integrate)
|
Bună (canale T, elemente modulare)
|
|
Complexitate de fabricație
|
Redusă (profil standard)
|
Ridicată (proiectare și sudare)
|
Redusă–medie (profil standard)
|
|
Cost material
|
Mediu
|
Mai ridicat (material + manoperă sudare)
|
Mediu–ridicat
|
|
Precizie de aliniere
|
Necesită prelucrări/placări de
referință
|
Poate integra suprafețe prelucrate
|
Necesită plăci sau ghidaje suplimentare
|
|
Rezistență la mediu dur
|
Foarte bună (dacă este protejat anticoroziv)
|
Foarte bună
|
Mai sensibil la impact și zgârieturi
|
|
Posibilitate relocare
|
Mai dificilă (greutate mare)
|
Dificilă (greutate + ansamblu complex)
|
Mai ușoară (greutate mai mică, modulare)
|
|
Lungimi tipice recomandate
|
Medii–lungi (4–10+ m)
|
Lungimi mari sau special adaptate
|
Scurte–medii (până la ~6 m per modul)
|
|
Aplicații recomandate
|
Sudură, manipulare, sarcini grele
|
Sudură complexă, linii lungi, instalații fixe
|
Manipulare, linii flexibile, scenarii relocabile
|
4.2 Soluții de
acționare liniară pentru RobotRail
Mișcarea căruciorului de-a lungul șinei poate fi
realizată prin mai multe soluții de acționare liniară,
fiecare cu avantaje și limitări în funcție de aplicație:
cremalieră și pinion, curea dințată sau șurub cu
bile. Pentru RobotRail, trebuie luate în calcul: lungimea totală, viteza
dorită de deplasare între posturi, precizia de poziționare, mediul
de lucru (praf, stropi, vopsea) și ușurința la
mentenanță.
Sistemele
cu cremalieră și pinion sunt potrivite pentru lungimi mari și
sarcini ridicate, asigurând o bună combinație între rigiditate
și viteză. Soluțiile cu curea dințată sunt mai
silențioase, pot atinge viteze mari și sunt mai simple constructiv,
dar au limitări de precizie și de rigiditate pentru aplicații
foarte grele. Sistemele cu șurub cu bile oferă o precizie și o
repetabilitate foarte bune, însă sunt mai greu de implementat pe lungimi
mari, costisitoare și sensibile la murdărie.
Tabel
10 – Comparație între soluții de acționare liniară pentru
RobotRail
|
Criteriu
|
Cremalieră + pinion
|
Curea dințată
|
Șurub cu bile
|
|
Lungime totală recomandată
|
Medie–mare (până la >10 m, cu secționare
adecvată)
|
Medie–mare (funcție de tensiunea admisă)
|
Scurtă–medie (lungimi mari devin problematice)
|
|
Precizie de poziționare
|
Bună–foarte bună (cu encodere și
preîntindere)
|
Medie–bună (compromis precizie/viteză)
|
Foarte bună (ideal pentru aplicații de precizie)
|
|
Viteză maximă de deplasare
|
Ridicată
|
Foarte ridicată
|
Medie
|
|
Rigiditate în transmiterea efortului
|
Ridicată
|
Medie
|
Foarte ridicată
|
|
Sensibilitate la murdărie
|
Medie (necesită protecții și ungere)
|
Mai redusă (curea „tolerează” impurități
moderate)
|
Ridicată (șurubul este sensibil la particule)
|
|
Complexitate de montaj
|
Medie (aliniere cremalieră + pinion)
|
Redusă–medie
|
Medie–ridicată (aliniere precisă, suporturi)
|
|
Cost sistem
|
Mediu–ridicat
|
Mediu
|
Ridicat
|
|
Mentenanță
|
Necesită ungere regulată, verificare jocuri
|
Înlocuire periodică a curelei, reglaje simple
|
Mentenanță atentă, ungere, protecție
sporită
|
|
Potrivire cu aplicații RobotRail
|
Sudură, manipulare, vopsire, lungimi mari
|
Manipulare rapidă, linii flexibile, zgomot redus
|
Posturi de foarte mare precizie, lungimi moderate
|
Pentru
RobotRail, o variantă uzuală este cremalieră + pinion, în
special în configurațiile cu sarcini dinamice mai mari și lungimi
de șină semnificative. Curelele dințate pot fi o opțiune
atractivă pentru variante „light” ale sistemului, în mediile mai
puțin agresive (manipulare, unele aplicații de vopsire), în timp ce
șuruburile cu bile se pretează mai degrabă unor module
speciale, de lungime redusă, unde este necesară o precizie foarte
ridicată pe cursa liniară.
4.3 Căruciorul mobil
și sistemul de ghidare
Căruciorul mobil reprezintă platforma pe care este montat cobotul
(sau cei doi coboti, în configurațiile duale). El trebuie să
asigure: o legătură rigidă cu cobotul, o distribuție
corectă a maselor, o integrare coerentă a punctelor de prindere pe
șină și o interfață mecanică pentru cabluri,
furtunuri și lanțuri port-cablu.
Sistemul
de ghidare poate fi realizat cu:
– ghidaje liniare cu patine recirculante, montate pe profilul principal al
șinei;
– roți cu profil special care rulează pe șine profilate (tip macara
ușoară);
– combinații între ghidaje liniare și role de stabilizare.
Alegerea
soluției depinde de: sarcina totală (cobot + cap de lucru +
cabluri), viteza de deplasare pe șină, mediul de lucru și
cerințele de mentenanță. Ghidajele cu patine recirculante
oferă precizie și rigiditate ridicate, dar pot fi sensibile la
contaminare; rolele pe șine profilate sunt robuste și mai
„iertătoare” la murdărie, dar pot avea jocuri mai mari, necesitând
un reglaj atent.
Căruciorul
va include de regulă:
– o placă superioară standardizată pentru prinderea bazei
cobotului;
– nervuri și rigidizări pentru a reduce deformările;
– puncte de fixare pentru lanțul port-cablu și pentru eventuale
ecrane de protecție;
– opritoare mecanice și zone de contact cu amortizoare în capetele de
cursă.
4.4 Elemente de amortizare,
protecție și întreținere mecanică
Pentru a asigura o funcționare sigură și durabilă,
RobotRail trebuie să includă o serie de elemente auxiliare
mecanice: amortizoare, opritoare, protecții împotriva murdăriei
și soluții de ungere/întreținere.
La
capetele șinei se prevăd opritoare mecanice robuste, dotate cu
amortizoare (elastomeri, amortizoare hidraulice) care preiau energia în caz
de depășire accidentală a pozițiilor de lucru. În zonele
expuse la stropi de sudură sau la particule de vopsea se pot utiliza
burdufuri, capote sau șorțuri de protecție, montate astfel
încât să nu interfereze cu deplasarea căruciorului, dar să
protejeze ghidajele și acționările.
Strategia
de întreținere include:
– planuri de ungere periodică a ghidajelor, cremalierei sau
șuruburilor;
– verificarea jocurilor mecanice și reglarea lor, pentru a menține
precizia și repetabilitatea;
– inspecții vizuale regulate pentru detecția deformărilor,
uzurii sau a eventualelor fisuri în structura șinei și a căruciorului;
– proceduri clare de curățare, adaptate mediului de lucru (ex.
îndepărtarea stropilor de sudură solidificați,
curățarea depunerilor de vopsea).
Printr-o
proiectare mecanică atentă și prin integrarea acestor elemente
de protecție și amortizare, RobotRail își poate menține
performanțele mecanice pe termen lung, lucru esențial pentru a
exploata la maximum precizia cobotului și pentru a garanta
siguranța operatorilor și a echipamentelor.
|
|
5. Componenta
electrică și electronică
|
5.1 Motoare, servomotoare
și actuatori liniari
Componenta electrică a sistemului RobotRail are rolul de a asigura
mișcarea controlată a căruciorului pe șină și
alimentarea tuturor echipamentelor asociate (cobot, actuatori, senzori,
periferice). Pentru mișcarea liniară se utilizează în mod
uzual motoare electrice cuplabile la sistemul de acționare
(cremalieră + pinion, curea dințată, șurub cu bile), de
preferat motoare servo cu feedback de poziție (encodere) pentru a
asigura precizie și repetabilitate.
Alegerea
dintre servomotoare și alte soluții (de exemplu motoare pas cu pas)
trebuie făcută ținând cont de lungimea șinei, viteza
necesară de deplasare, sarcina totală și cerințele de
precizie. Pentru RobotRail, unde se urmărește acționarea unor
coboti de până la 10 kg plus capete de lucru și cabluri,
servomotoarele cu encodere absolute sau incrementale sunt opțiunea
recomandată, datorită controlului bun al cuplului, a reacției
rapide și a posibilității de integrare cu sisteme moderne de
control în rețea (EtherCAT, Profinet, etc.).
În
configurările cu 2 coboti, se pot utiliza fie două axe liniare cu
acționări independente (câte un servomotor pentru fiecare
cărucior), fie o arhitectură în care un motor principal
acționează un segment comun iar al doilea motor gestionează un
segment separat. În toate cazurile, este esențială coordonarea
logico-funcțională, astfel încât mișcările celor
două cărucioare să nu intre în conflict.
5.2 Senzori de poziție,
limitatori și elemente de siguranță
Pentru a asigura o funcționare sigură și repetabilă, RobotRail
necesită un set complet de senzori de poziție și limitatori de
cursă, corelați atât cu controlul mișcării liniare, cât
și cu logica de siguranță.
Se
utilizează în mod tipic:
– encodere liniare sau montate pe motor (incrementale sau absolute), pentru
măsurarea precisă a poziției căruciorului;
– senzori de proximitate sau switch-uri de capăt de cursă, pentru
definirea limitelor mecanice și a pozițiilor de referință
(home);
– senzori de prezență în zone critice (de exemplu, detectarea
poziției căruciorului în zona unui post de lucru sau într-o
zonă de excludere între doi coboti);
– butoane de oprire de urgență legate în circuit de
siguranță, integrabile în logica funcțională (SIL/PL
adecvat aplicației).
Tabel
11 – Comparație între diferite tipuri de senzori de poziție și
limitatori pentru RobotRail
|
Tip senzor / element
|
Rol principal
|
Avantaje
|
Limitări / Observații
|
|
Encoder
incremental pe motor
|
Măsurare
viteză/poziție ax liniare
|
Cost
moderat, integrare ușoară cu servo drive
|
Necesită
procedură de homing la pornire
|
|
Encoder
absolut (motor sau linie)
|
Poziție
absolută a căruciorului
|
Nu
necesită homing, sigur la reporniri
|
Cost
mai ridicat, integrare mai complexă
|
|
Encoder
liniar (bandă/riglă)
|
Măsurare
directă a poziției pe șină
|
Precizie
ridicată, compensă jocurile mecanice
|
Sensibil
la montaj și la condițiile de mediu
|
|
Senzor
de proximitate (inductiv/capacitiv)
|
Detecție
prezență/limită zonă
|
Robuști,
simpli, cost redus
|
Nu
oferă informație continuă de poziție
|
|
Limitator
mecanic (switch)
|
Capăt
de cursă, oprire de siguranță
|
Funcționare
clară, feedback digital on/off
|
Necesită
protecție mecanică împotriva șocurilor
|
|
Cortină/senzor
de siguranță
|
Protecție
operator în zone de acces
|
Crește
nivelul de siguranță per ansamblu
|
Integrare
în circuit de siguranță, cost suplimentar
|
Configurarea
finală va combina cel puțin un encoder (incremental sau absolut)
pentru poziționare precisă și senzori/limitatori de capăt
de cursă pentru siguranță, la care se pot adăuga senzori
suplimentari pentru zonele cu 2 coboti sau pentru posturi critice
(sudură, vopsire).
5.3 Plăci de control,
module de alimentare și arhitectura panourilor electrice
Arhitectura electrică a RobotRail trebuie să integreze:
– un panou principal, care conține alimentarea generală,
protecțiile, contactorii principali, sursele de 24 VDC, eventual PLC-ul
de linie și interfața cu rețeaua de comunicație
industrială;
– panouri sau cutii locale (distribuite de-a lungul șinei), în care se
află drive-urile servomotoarelor, terminale pentru senzori și
actuatori, precum și module de siguranță locale, acolo unde
este cazul;
– unitățile de control ale cobotului/coboților, care pot fi
amplasate fie în panoul principal, fie în proximitatea șinei, în
funcție de cerințele de cablare și de producătorul
cobotului.
Se
pot lua în considerare două arhitecturi principale:
– arhitectură centralizată, în care majoritatea echipamentelor de
control și de putere sunt grupate într-un singur panou;
– arhitectură distribuită, în care există un panou principal
și mai multe sub-panouri locale, conectate prin magistrale de
comunicație și linii de alimentare.
Tabel
12 – Comparație între arhitectura de panou centralizat și
arhitectura distribuită pentru RobotRail
|
Criteriu
|
Panou centralizat
|
Arhitectură distribuită (panou + sub-panouri)
|
|
Poziționare
echipamente
|
Toate
echipamentele principale într-un singur loc
|
Echipamente
împărțite în panou central și locale
|
|
Complexitate
cablare putere
|
Cabluri
lungi către motoare și senzori îndepărtați
|
Cabluri
de putere mai scurte pe segmente
|
|
Complexitate
cablare semnal
|
Trasee
lungi pentru semnale
|
Rețea
de comunicație (fieldbus) între module
|
|
Ușurință
în diagnosticare
|
Acces
centralizat la toate echipamentele
|
Diagnostic
local + central, necesită plan clar
|
|
Flexibilitate
la extindere
|
Extindere
mai dificilă (spațiu panou, cablare)
|
Extindere
mai simplă prin adăugare de sub-panouri
|
|
Cost
inițial
|
Mai
redus la proiectele mici
|
Poate
fi mai mare inițial, dar scalabil
|
|
Mentenanță
|
Un
singur punct principal de intervenție
|
Intervenție
locală posibilă, dar mai multe locații
|
|
Reziliență
/ modularitate
|
Dependență
puternică de panoul central
|
Posibilitate
de segmentare pe zone
|
|
Potrivire
cu șine lungi
|
Mai
puțin optim, din cauza cablurilor lungi
|
Potrivită
pentru șine medii–lungi
|
|
Aplicații
tipice
|
Linii
compacte, prototipuri
|
Linii
extinse, proiecte scalabile, 1–2 coboti
|
Pentru
RobotRail, în special în scenariile cu șine medii–lungi și cu 2
coboti, arhitectura distribuită este de obicei mai potrivită,
permițând scurtarea traseelor de cablu și facilitând extinderea
ulterioară. Panoul central rămâne responsabil de protecțiile
generale, alimentare și supraveghere, în timp ce sub-panourile locale
deservesc grupuri de posturi sau segmente de șină.
5.4 Integrarea cablurilor
și managementul conexiunilor
Integrarea cablurilor este critică pentru fiabilitatea și ergonomia
sistemului RobotRail. Mișcarea căruciorului, combinată cu
procese precum sudura și vopsirea, impune o atenție deosebită
asupra:
– traseelor de cablu pentru alimentarea cobotului și a capetelor de
lucru (pistolet de sudură, pistol de vopsire, grippere);
– separării cablurilor de putere de cablurile de semnal, pentru a reduce
interferențele electromagnetice;
– utilizării lanțurilor port-cablu (cable chains) dimensionate
corect, care să permită cursele complete ale căruciorului
fără tensionări excesive;
– alegerii conectorilor industriali (IP corespunzător mediului,
rezistent la stropi de sudură, vopsea, praf) și a cablurilor cu
mantale adaptate la solicitările mecanice și chimice.
Cablurile
de sudură și de vopsire (furtunurile de alimentare cu gaz,
sârmă sau vopsea) trebuie rutate astfel încât să nu interfereze cu
mișcarea cobotului și să nu fie expuse direct la zone cu risc
ridicat de deteriorare. În mod tipic, se adoptă un traseu „din spate
și de sus” al lanțului port-cablu, astfel încât cobotul să
aibă libertate maximă de mișcare.
Managementul
conexiunilor include:
– utilizarea cutiilor de joncțiune în apropierea posturilor de lucru,
pentru conectarea locală a senzorilor și actuatorilor;
– etichetarea clară a tuturor cablurilor și conectorilor, pentru a
simplifica intervențiile de mentenanță;
– gruparea cablurilor în funcție de funcție (putere, semnal,
siguranță) și eventual utilizarea de trasee separate pentru
circuitele de siguranță.
Prin
proiectarea atentă a componentelor electrice și electronice,
RobotRail poate asigura o funcționare sigură, stabilă și
ușor de întreținut, pregătită pentru extindere și
adaptare la scenariile cu 1 sau 2 coboti și cu mai multe posturi de
sudură, vopsire și manipulare.
|
|
6. Sistemul de control
și software
|
6.1 Algoritmii de
poziționare pe axa liniară
Sistemul de control al RobotRail trebuie să asigure o poziționare
precisă, sigură și repetabilă a căruciorului (sau a
celor două cărucioare, în configurația cu 2 coboti) de-a
lungul șinei liniare. Algoritmii de poziționare au rolul de a
traduce comenzile de mișcare (poziții țintă, viteze,
profiluri de accelerație) în traiectorii efective, respectând
limitările mecanice și cerințele de proces (sudură,
vopsire, manipulare).
Funcțional,
se disting următoarele componente principale:
– generarea profilului de mișcare: determinarea traiectoriei
(trapezoidală, S-curve), a accelerațiilor și
decelerațiilor admise, în funcție de sarcină și de
aplicație;
– bucla de control poziție/viteză: implementată la nivelul
servo-drive-ului sau al controlerului de axă, utilizând feedback de la
encodere;
– gestionarea pozițiilor predefinite: memorizarea și utilizarea
unor poziții de referință corespunzătoare fiecărui
post de lucru, pentru acces rapid și repetabil;
– mecanisme de frânare de urgență și oprire controlată:
care intervin în cazul unor comenzi de oprire de urgență sau al
detectării unor condiții de fault.
În
cazul RobotRail, algoritmii trebuie să ofere atât mișcări
rapide între posturi (pentru reducerea timpilor morți), cât și
mișcări lente și precise în apropierea zonelor de lucru. De
exemplu, se poate folosi o viteză de deplasare mare între posturi
și o viteză redusă în „fereastra” de apropiere de post, pentru
a asigura o oprire precisă și a limita vibrațiile.
6.2 Protocoale de
comunicație între cobot, RobotRail și restul instalației
Comunicarea între cobot, sistemul de acționare a șinei RobotRail
și restul instalației (PLC de linie, HMI, sisteme superioare) este
esențială pentru coordonarea mișcărilor și a
proceselor. În mod tipic, se folosesc protocoale de comunicație
industrială bazate pe Ethernet (de exemplu Profinet, EtherCAT,
Ethernet/IP), care asigură un schimb rapid și determinist de date
între controlerul cobotului, servo-drive-ul axei liniare și PLC.
Componentele
de comunicare includ:
– magistrale în timp real între controlerul de mișcare și
servo-drive-uri (pentru axa liniei RobotRail);
– schimb de semnale digitale/logice (permis de mișcare, poziție
atinsă, fault, stări de siguranță);
– schimb de parametri de proces (tip operație, post țintă,
confirmări de finalizare);
– integrarea semnalelor de siguranță într-un circuit de
siguranță dedicat (safety PLC, module de siguranță).
Tabel
13 – Comparație între protocoale de comunicație industrială
uzuale pentru RobotRail
|
Criteriu
|
Profinet
|
EtherCAT
|
Ethernet/IP
|
|
Tip
protocol
|
Ethernet
industrial, orientat PLC
|
Ethernet
în timp real pentru mișcare
|
Ethernet
industrial general
|
|
Determinism
timp real
|
Bun–foarte
bun
|
Foarte
bun (extrem de potrivit pentru servo)
|
Bun,
depinde de configurație
|
|
Utilizare
pentru servoaxe
|
Frecvent,
mai ales cu PLC-uri Siemens
|
Foarte
frecvent, specializat
|
Frecvent,
mai ales cu PLC-uri Allen-Bradley
|
|
Integrare
cu coboti
|
Bună,
dacă producătorul suportă
|
Bună,
mai ales la coboti orientați motion
|
Bună,
depinde de producător
|
|
Complexitate
configurare
|
Medie
|
Medie–ridicată
(configurare detaliată)
|
Medie
|
|
Viteză
de transfer
|
Ridicată
|
Foarte
ridicată
|
Ridicată
|
|
Scalare
și extindere
|
Bună
|
Foarte
bună
|
Bună
|
|
Potrivire
pentru RobotRail
|
Bună,
în special în arhitecturi PLC clasice
|
Excelentă
pentru control precis axă + cobot
|
Bună,
în special în medii Rockwell
|
Alegerea
protocolului depinde de ecosistemul existent al utilizatorului (tipul de PLC,
tipul de cobot, standardele interne). Din perspectiva RobotRail, EtherCAT sau
alte protocoale cu performanțe ridicate în motion control sunt deosebit
de potrivite pentru controlul precis al axei liniare, dar Profinet sau
Ethernet/IP pot oferi o integrare mai bună cu infrastructura deja
existentă în fabrică.
6.3 Software de configurare,
programare și monitorizare în timp real
Sistemul de control și software al RobotRail trebuie să ofere un
mediu coerent de configurare, programare și monitorizare. Din punct de
vedere al utilizatorului, se disting trei niveluri:
–
nivelul de configurare: definirea parametrilor axei liniare (limite, viteze,
accelerații), configurarea senzorilor, maparea
intrărilor/ieșirilor, definirea posturilor de lucru și a
frame-urilor de referință;
– nivelul de programare: dezvoltarea programelor de lucru ale cobotului, în
care sunt integrate mișcările pe șină (poziționare
la post 1, execuție secvență sudură, deplasare la post 2
etc.);
– nivelul de monitorizare și vizualizare HMI: afișarea în timp real
a stărilor (poziție curentă, post activ, stări de fault,
timpi de ciclu), precum și posibilitatea de comenzi manuale (jog pe
șină, selectare post, schimbare rețetă).
Ideal,
software-ul RobotRail va oferi:
– o interfață grafică prietenoasă pentru configurare
și diagnoză;
– posibilitatea de salvare/încărcare a rețetelor de posturi și
de aplicații (sudură, vopsire, manipulare);
– loguri de evenimente și trenduri pentru analiza performanțelor;
– integrare cu platforma de programare a cobotului (de exemplu, blocuri
funcționale sau API-uri dedicate).
6.4 Strategii de control
și coordonare pentru 1 și 2 coboti
Strategia de control diferă semnificativ între configurația cu 1
cobot și cea cu 2 coboti pe RobotRail, chiar dacă arhitectura
mecanică este similară.
În
configurația cu 1 cobot, logica de control este relativ simplă:
– cobotul solicită o mișcare a căruciorului către un
anumit post (prin semnale sau printr-un protocol de comunicație);
– controlerul axei liniare execută mișcarea, confirmă
poziția atinsă;
– cobotul execută programul local;
– la final, cobotul revine la o poziție sigură, iar axa poate fi
comandată către următorul post.
În
configurația cu 2 coboti, strategia de control trebuie să
includă:
– definirea zonelor alocate fiecărui cobot, cu eventuale zone de
suprapunere gestionate strict;
– mecanisme de arbitraj (cine are prioritate pe un anumit segment de
șină);
– interblocări logice pentru a împiedica accesul simultan al celor doi
coboti în aceeași zonă critică;
– sincronizări la nivel de ciclu de producție, astfel încât timpii
de așteptare și riscul de blocaj să fie minimizate.
Tabel
14 – Comparație între strategii de control pentru 1 cobot și 2
coboti pe RobotRail
|
Criteriu
|
Strategia de control cu 1 cobot
|
Strategia de control cu 2 coboti
|
|
Complexitate
logică
|
Redusă
|
Ridicată
(coordonare, arbitraj, interblocări)
|
|
Necesitate
zone de excludere
|
Minimă
(limite la capete și la posturi)
|
Critică
(zone dedicate fiecărui cobot, interdicții)
|
|
Model
de comandă axă liniară
|
Cobot
→ axă: comenzi succesive post cu post
|
Cobot
A/B → axă: comenzi concurente, cu priorități
|
|
Gestionare
conflicte de mișcare
|
Simplă,
aproape inexistentă
|
Necesită
algoritmi de rezolvare a conflictelor
|
|
Integrare
în PLC de linie
|
PLC
poate supraveghea ușor secvența
|
PLC
trebuie să coordoneze două fluxuri de producție
|
|
Nivel
de siguranță necesar
|
Standard
pentru robot colaborativ + axă
|
Nivel
mai ridicat, cu logică de siguranță extinsă
|
|
Scenarii
de avarie
|
Oprirea
cobotului oprește întreg sistemul
|
Un
cobot poate fi oprit, celălalt poate continua în zona lui
|
|
Optimizare
timpi de ciclu
|
Limitată
de un singur flux
|
Mare,
prin paralelizarea operațiilor
|
|
Interfață
HMI
|
Simplificată,
un singur set de comenzi
|
HMI
trebuie să distingă clar cobot A și cobot B
|
|
Cerințe
de testare și validare
|
Teste
funcționale de bază
|
Teste
extinse de scenarii concurente și de siguranță
|
În
practică, implementarea strategiei pentru 2 coboti implică fie
utilizarea unui PLC de linie cu rol central de orchestrare (centralizat), fie
o arhitectură distribuită în care controlerele celor doi coboti
și controlerul axei liniare comunică între ele printr-un protocol
în timp real și implementează împreună regulile de prioritate
și siguranță.
Prin
proiectarea și implementarea atentă a sistemului de control și
software, RobotRail devine o platformă robustă, capabilă
să coordoneze mișcarea pe șină cu procesele de
sudură, vopsire și manipulare, atât în scenariile cu 1 cobot, cât
și în cele cu 2 coboti ce lucrează în paralel.
SmartBox-ul de control
cobot
|
|
7. Siguranță
și conformitate
|
7.1 Standardele și
cerințele aplicabile pentru RobotRail
Sistemul RobotRail, în combinație cu unul sau doi coboti colaborativi,
se încadrează în categoria sistemelor robotizate industriale cu axă
liniară suplimentară. Din acest motiv, proiectarea,
construcția și exploatarea trebuie să respecte standardele
relevante pentru: roboți industriali și colaborativi, sisteme de
comandă legate de siguranță, protecția mașinilor,
echipamente pentru sudură și instalații de vopsire.
În
mod tipic, se au în vedere:
– standardele pentru roboți industriali și celule robotizate (de
tip EN ISO 10218, ISO/TS pentru colaborativ);
– standardele pentru siguranța funcțională a sistemelor de
comandă (EN ISO 13849, IEC 62061 – cerințe PL/SIL pentru
funcții de siguranță precum STO, SLS, SLT, SOS);
– standardele specifice proceselor: sudură (echipamente,
împământare, protecția la arc), vopsire (ventilație,
protecție împotriva atmosferei explozive, manipulare solvenți),
manipulare (protecție la ciupire, la prindere, stabilitate la ridicare);
– cerințele generale de sănătate și securitate în
muncă (directive, legislație națională), precum și
normele interne ale beneficiarului.
Din
punctul de vedere al RobotRail, se are în vedere atingerea unui nivel de
performanță (PL) sau nivel de integritate a siguranței (SIL)
corespunzător riscurilor identificate, în special pentru funcțiile
de oprire de urgență, limitare de viteză și zonă,
precum și pentru prevenirea coliziunii între 2 coboti sau între cobot
și operator.
Tabel
15 – Niveluri de performanță/siguranță și aria
tipică de utilizare în RobotRail
|
Funcție de siguranță tipică pentru
RobotRail
|
Exemplu cerință (orientativă)
|
Nivel de siguranță țintă (PL/SIL –
orientativ)
|
Observații generale
|
|
Oprire
de urgență axă liniară
|
Oprire
rapidă și sigură a mișcării pe șină
|
PL
d / SIL 2
|
Depinde
de evaluarea de risc și de tehnologia folosită
|
|
Limitare
viteză cobot + axă (SLS)
|
Limitarea
vitezei în prezența operatorului
|
PL
d / SIL 2
|
Important
la lucrul colaborativ
|
|
Limitare
zonă de lucru (SLT/SLS + zone)
|
Restricționarea
accesului în anumite zone
|
PL
d / SIL 2–3
|
Critic
în scenariul cu 2 coboti
|
|
Monitorizare
poziție cărucior
|
Determinarea
zonelor sigure de trecere/staționare
|
PL
c–d / SIL 1–2
|
Nivel
ales în funcție de risc
|
|
Interblocări
uși panouri/zone de protecție
|
Oprire
la deschiderea unei uși de protecție
|
PL
d / SIL 2
|
Mai
ales la posturi de sudură și vopsire
|
(Nivelurile
din tabel sunt orientative ca principiu de proiectare; valorile finale se
stabilesc în urma analizei de risc detaliate și ținând cont de
standardele actualizate.)
7.2 Analiza riscurilor pentru
4+ posturi și configurații cu 1 sau 2 coboti
Analiza riscurilor pentru RobotRail trebuie să acopere întregul
lanț: axă liniară, cobot/coboți, posturi de sudură,
vopsire și manipulare, inclusiv interacțiunea cu operatorii. Se
parcurg în mod sistematic etape precum: identificarea pericolelor, estimarea
riscurilor (gravitate, frecvență, posibilitate de evitare),
evaluarea riscurilor și definirea măsurilor de reducere.
Principalele
categorii de risc sunt:
– riscuri mecanice: coliziune între cobot și operator, cobot și
dispozitive, cărucior și obstacole, prindere/ciupire între
părți mobile;
– riscuri specifice procesului de sudură: arsuri, stropi metalici,
radiația arcului, fum;
– riscuri specifice procesului de vopsire: inhalarea de vapori, risc de
incendiu/explozie, depuneri inflamabile;
– riscuri specifice manipulării: căderea pieselor, stabilitatea
încărcăturilor, efort fizic la intervenții;
– riscuri asociate cu 2 coboti: coliziune între brațe, blocaj în zone
comune, confuzii de comandă/semnal.
Tabel
16 – Scenarii de risc comparate pentru posturi și configurații
RobotRail
|
Scenariu de lucru RobotRail
|
Riscuri principale identificate
|
Măsuri de reducere tipice
|
|
1
cobot, 4 posturi, doar manipulare
|
Coliziune
cobot–operator, cădere piese
|
Limitare
viteză, zone colaborative, grippere sigure
|
|
1
cobot, 4 posturi, sudură + manipulare
|
Stropi,
arsuri, fum, coliziune în zona de sudură
|
Ecrane,
împământare corectă, ventilare, SLS
|
|
1
cobot, 4 posturi, vopsire + manipulare
|
Vapori,
ceață de vopsea, alunecare, incendiu
|
Ventilație,
ATEX (unde e cazul), curățare anti-depuneri
|
|
2
coboti, 4–6 posturi, sudură + manipulare
|
Coliziune
între coboti, conflict pe axă, stropi
|
Zone
separate, interblocări logice, monitorizare poziție
|
|
2
coboti, posturi mixte sudură–vopsire–manipulare
|
Combinarea
riscurilor de mai sus + coordonare slabă
|
Segmentare
pe zone, scenarii de siguranță testate, proceduri stricte
|
Rezultatul
analizei de risc este o listă clară de măsuri tehnice și
organizatorice: tipuri de protecții necesare, nivele PL/SIL,
cerințe de infrastructură (ventilație, împământare),
proceduri de lucru, instruire pentru operatori, frecvența
verificărilor și a mentenanței.
7.3 Elemente de
protecție, zone de siguranță și opriri de
urgență
Pe baza analizei de risc, RobotRail este echipat cu elemente de
protecție adecvate fiecărui post și fiecărei
configurații (1 sau 2 coboti). Acestea includ:
–
protecții fizice: garduri, ecrane, panouri transparente rezistente,
cortine în zona de sudură, capote sau cabina pentru vopsire;
– protecții de tip „soft”: zone virtuale limitate pentru cobot și
cărucior, viteze reduse de lucru în prezența operatorilor,
monitorizare zonală prin senzori;
– dispozitive de oprire de urgență: butoane de stop de
urgență amplasate vizibil la fiecare post, integrate într-un
circuit de siguranță cu redundanță și diagnostic,
astfel încât acționarea oricărui buton să determine un stop
sigur al axei liniare și al cobotului;
– semnalizări optice/acustice: coloane luminoase, semnale sonore la
pornirea ciclurilor sau înainte de deplasări rapide pe șină,
indicatoare de stare (operare normală, atenționare, alarmă).
Pentru
scenariul cu 2 coboti, definirea zonelor de siguranță este
critică: se stabilesc zone de lucru dedicate fiecărui cobot, zone
neutre și eventual zone partajate, pentru care sunt implementate
interblocări stricte (accesul unui cobot este permis doar când celălalt
nu se află în zonă). Zonele pot fi implementate prin monitorizare
de poziție (encoder/scaner) și logică de siguranță.
7.4 Proceduri de validare,
testare și mentenanță a funcțiilor de siguranță
După proiectare și implementare, sistemul RobotRail trebuie supus
unui proces de validare a siguranței, care include:
–
verificarea conformității cu standardele relevante
(documentație, calcule PL/SIL, diagrame de siguranță);
– testarea funcțiilor de siguranță: activarea butoanelor de
stop de urgență, simularea defectelor de senzor, testarea limitatorilor
de cursă, verificarea reacției la intrarea într-o zonă de
siguranță;
– măsurarea timpilor de oprire (axă + cobot), pentru a confirma
că distanțele de protecție sunt adecvate;
– verificarea comportamentului în scenarii de avarie: pierderea feedback-ului
de poziție, cădere de tensiune, reconectare, repornire după
fault.
Periodic,
pe toată durata de viață a sistemului, se aplică
proceduri de mentenanță și revalidare:
–
verificări periodice (lunare, trimestriale sau conform planului de
mentenanță) ale funcționării butoanelor de oprire de
urgență și ale dispozitivelor de protecție;
– recalibrarea pozițiilor de referință la nevoie, în special
după intervenții mecanice sau electrice majore;
– inspecția vizuală a gardurilor, ecranelor, senzorilor și
cablurilor de siguranță;
– actualizarea documentației (diagrame, scheme, analiză de risc)
dacă se modifică layout-ul, numărul de posturi sau modul de
utilizare (de exemplu, introducerea unui nou proces de vopsire sau a unui al
doilea cobot).
Prin
abordarea sistematică a siguranței – de la standarde și
analiză de risc, până la implementare, validare și
mentenanță – RobotRail poate fi operat în condiții controlate,
asigurând protecția operatorilor, integritatea echipamentelor și
conformitatea cu reglementările aplicabile.
|
|
8. Implementare
și integrare
|
8.1 Scenarii de implementare:
linie nouă vs retrofit într-o hală existentă
Implementarea RobotRail poate avea loc în două contexte principale:
integrarea într-o linie de producție nouă (greenfield) sau
retrofit-ul într-o hală/linie existentă (brownfield).
În
scenariul de linie nouă, layout-ul halei, traseele de materiale,
poziționarea posturilor de lucru și a utilajelor pot fi gândite de
la zero în jurul RobotRail, ceea ce permite obținerea unei soluții
optimizate, cu fluxuri logice, spații clare de siguranță
și infrastructură (electrică, pneumatică, de
ventilație) adaptată.
În
scenariul de retrofit, RobotRail trebuie integrat într-un mediu deja ocupat
de utilaje, linii, rețele de cabluri și trasee de operatori. Aici,
avantajul principal este valorificarea infrastructurii existente, dar apare o
complexitate mai mare de integrare: adaptarea la spații limitate,
evitarea blocării unor fluxuri deja stabilite, reconfigurarea
minimă a echipamentelor existente.
Tabel
17 – Comparație între implementarea RobotRail într-o linie nouă
și într-o hală existentă (retrofit)
|
Criteriu
|
Linia nouă (greenfield)
|
Retrofit în hală existentă (brownfield)
|
|
Libertate
de proiectare layout
|
Foarte
mare
|
Limitată
de echipamente și infrastructura existentă
|
|
Optimizare
flux materiale
|
Poate
fi construită în jurul RobotRail
|
Necesită
adaptare la traseele deja existente
|
|
Constrângeri
de spațiu
|
Se
pot previziona din faza de proiectare
|
Adesea
majore, necesită soluții custom
|
|
Integrare
cu utilaje existente
|
Se
face de la zero, cu interfețe standardizate
|
Necesită
interfețe specifice, adaptări și eventual relocări
|
|
Impact
asupra producției
|
Nu
afectează producția (instalare înainte de pornire)
|
Poate
implica opriri parțiale sau totale în anumite etape
|
|
Cost
de pregătire infrastructură
|
Mai
mare inițial (totul se construiește de la zero)
|
Mai
mic la infrastructură, dar mai mare la adaptări
|
|
Flexibilitate
viitoare
|
Mare,
dacă layout-ul este proiectat modular
|
Depinde
de cât de mult s-a putut reconfigura/standardiza
|
|
Durata
tipică de implementare
|
Planificabilă,
de regulă într-o singură etapă
|
Adesea
fazată, pentru a nu afecta excesiv producția
|
|
Complexitate
autorizări
|
Standard,
pentru un proiect nou
|
Necesită
corelare cu documentația existentă a instalațiilor
|
|
Potrivire
pentru RobotRail
|
Ideal
pentru proiecte noi, orientate pe automatizare
|
Ideal
când se dorește modernizarea unei linii existente
|
8.2 Proceduri de montaj
mecanic și infrastructură de bază
Indiferent de scenariul de implementare, montajul RobotRail urmează
câteva etape-cheie:
–
pregătirea infrastructurii: verificarea rezistenței pardoselii (sau
a structurii de tavan/perete), poziționarea fundațiilor sau a
plăcilor de ancorare, trasarea axelor de referință;
– montajul structurii de șină: instalarea segmentelor de profil,
alinierea lor (orizontală și verticală), realizarea
îmbinărilor și a prinderilor la structură;
– instalarea ghidajelor și a sistemului de acționare liniară:
ghidaje, cărucior/cărucioare, cremalieră/curea/șurub,
protecții mecanice;
– montajul și prinderea cobotului pe cărucior: folosind placa de
adaptare standardizată, respectând specificațiile
producătorului de cobot;
– montajul posturilor de lucru (mese, jiguri): poziționare în raport cu
axa șinei, fixare rigidă și verificarea accesului cobotului la
zonele de lucru.
În
paralel, se pregătesc căile de cablare: traseele pentru
lanțurile port-cablu, poziționarea panourilor electrice (centrale
și locale), conexiunile la rețelele de utilități
(electricitate, aer comprimat, ventilare, extracție fum/vapori acolo
unde este cazul).
8.3 Integrarea cu cobotul
și calibrările celulelor de lucru
După montajul mecanic, are loc integrarea efectivă a RobotRail cu
cobotul și cu dispozitivele fiecărui post. Principalele etape sunt:
–
definirea coordonatelor sistemului: stabilirea originii pentru axa
șinei, a pozițiilor de referință (home), a frame-urilor
pentru fiecare post (Post1, Post2, etc.);
– calibrarea cobotului în raport cu fiecare post de lucru: determinarea
pozițiilor și orientărilor necesare pentru accesul optim la
piesă, înregistrarea punctelor cheie (start sudură, poziții de
vopsire, puncte de prindere/depunere în manipulare);
– verificarea repetabilității: repetarea ciclurilor de acces la
posturi și măsurarea eventualelor abateri, ajustarea parametrilor
de poziționare dacă este necesar;
– integrarea interfețelor electrice și de semnal între cobot
și RobotRail: semnale de „poziție atinsă”, „pregătit
pentru mișcare”, „fault”, semnale de rețetă, etc.
În
scenariul cu 2 coboti, se adaugă calibrările reciproce: definirea
zonelor de lucru pentru fiecare cobot, verificarea că nu apar coliziuni
nici mecanice (braț–braț, braț–cărucior) și nici la
nivelul cablurilor.
Tabel
18 – Pași principali de integrare și calibrare pentru fiecare post
de lucru
|
Etapă de integrare/calibrare
|
Descriere
|
Rezultat așteptat
|
|
Definire
frame post
|
Stabilirea
sistemului de coordonate al postului
|
Frame
asociat (Post1, Post2, etc.) în cobot
|
|
Poziționare
cărucior
|
Aducerea
căruciorului în poziția nominală
|
Poziție
repetabilă pe șină pentru acel post
|
|
Calibrare
puncte cheie
|
Memorarea
punctelor de lucru (sudură/vopsire/manipulare)
|
Program
de bază per post
|
|
Test
repetabilitate
|
Repetarea
ciclurilor și verificarea abaterii
|
Confirmarea
că abaterile sunt în toleranță
|
|
Ajustare
parametri
|
Reglarea
vitezelor, accelerațiilor, compensațiilor
|
Cicluri
optimizate fără vibrații/șocuri
|
|
Validare
finală post
|
Rulare
secvență completă la post
|
Post
gata pentru integrare în fluxul de producție
|
8.4 Optimizarea fluxului de
producție cu RobotRail
După integrarea tehnică, etapa critică este optimizarea
fluxului de producție pentru a valorifica avantajele RobotRail
(multi-post, 1 sau 2 coboti, mobilitate extinsă). Optimizarea se face
prin:
–
analiza timpilor de ciclu la nivel de post și la nivel de linie:
identificarea posturilor limitative (bottleneck) și adaptarea
programelor cobotului pentru echilibrarea încărcării;
– reducerea timpilor morți: gruparea operațiilor astfel încât
cobotul să se deplaseze minim între posturi, utilizarea timpurilor în
care piesele sunt în proces (ex. sudură pe un post, manipulare pe alt
post);
– utilizarea inteligentă a meselor rotative și a jigurilor
dedicate: astfel încât, în timp ce cobotul lucrează pe o parte,
operatorul să poată pregăti partea următoare, scurtând
timpii de așteptare;
– scenarii cu 2 coboti: definirea unei strategii în care cei doi coboti
lucrează în paralel pe grupe de posturi (de exemplu, Cobot A pe posturi
1–2, Cobot B pe posturi 3–4), cu schimb minimal sau inexistent de zone,
pentru a evita timpii de blocaj.
Se
pot realiza simulări (offline) ale fluxului, pentru a testa diferite
variante de succesiune a operațiilor, de alocare a posturilor și de
utilizare a celor 1–2 coboti. Pe baza acestor simulări și a
măsurătorilor reale, se ajustează: pozițiile posturilor,
parametrii de mișcare, structura programelor și modul de interacțiune
operator–cobot–RobotRail.
În
timp, optimizarea devine un proces continuu: odată ce se introduc noi
produse sau variații de serie, rețetele de lucru pot fi
actualizate, iar modul de utilizare a RobotRail (de exemplu, ce posturi se
folosesc pentru sudură vs vopsire vs manipulare) poate fi adaptat pentru
a menține un nivel ridicat de utilizare a cobotului și o
productivitate maximă.
|
|
9. Testare și validare experimentală
|
9.1 Teste de precizie și
repetabilitate
Testele de precizie și repetabilitate au rolul de a verifica faptul
că sistemul RobotRail, împreună cu cobotul, respectă
cerințele de poziționare impuse de aplicațiile de sudură,
vopsire și manipulare.
Testele
se desfășoară în două etape principale:
– Teste la nivel de axă
liniară:
• se comandă deplasarea căruciorului în pozițiile nominale ale
fiecărui post (Post1, Post2, Post3, Post4), precum și în
poziții intermediare;
• pentru fiecare poziție, se repetă ciclul de deplasare de un
număr mare de ori (de exemplu 50–100 de repetări) și se
măsoară abaterea de poziție utilizând echipamente de
măsură (comparatoare, lasere de măsură, rigle optice);
• se determină repetabilitatea și eventualele erori sistematice
(offset-uri) care pot fi compensate.
– Teste la nivel de cobot +
RobotRail:
• se aleg puncte de lucru reale (punct de început cordon sudură, punct
de start traiectorie de vopsire, punct de preluare piesă) la fiecare
post;
• se execută programe complete de poziționare și se
măsoară abaterile la punctele critice;
• se verifică că abaterile globale (axă + cobot) se
încadrează în toleranțele impuse de proces (ex. sub +/-0,5 mm
pentru suduri standard, eventual mult mai strict pentru aplicații fine).
Tabel
19 – Matrice orientativă de teste de precizie și repetabilitate
pentru RobotRail
|
Tip test
|
Nivel testat
|
Parametru măsurat
|
Criteriu de acceptare (exemplu)
|
|
Test
repetabilitate post 1
|
Axă
liniară
|
Δ
poziție X la post 1
|
≤
±0,1 mm
|
|
Test
repetabilitate post 4
|
Axă
liniară
|
Δ
poziție X la post 4 (capăt de cursă)
|
≤
±0,15 mm
|
|
Test
precizie punct sudură
|
Cobot
+ axă
|
Δ
poziție punct de început cordon
|
≤
±0,3 mm (aplicații standard)
|
|
Test
precizie punct vopsire
|
Cobot
+ axă
|
Δ
poziție punct start traiectorie
|
≤
±0,5 mm
|
|
Test
repetabilitate manipulare
|
Cobot
+ axă
|
Δ
poziție punct preluare/depunere
|
≤
±0,7 mm (toleranță mai relaxată)
|
|
Test
drift poziție în timp
|
Axă
liniară
|
Deriva
poziției după N cicluri
|
Nicio
creștere semnificativă față de inițial
|
Valorile
din tabel sunt orientative și se adaptează în funcție de
specificul aplicației și de cerințele clientului.
9.2 Testarea sarcinii utile
și a stabilității mecanice
Testele de sarcină utilă și stabilitate mecanică
urmăresc să confirme că RobotRail poate suporta în
condiții sigure sarcina cobotului (max. 10 kg) plus capul de lucru
și accesoriile, pe întreaga lungime a șinei și în diverse
regimuri de viteză/accelerație.
Se
definesc scenarii de test atât statice, cât și dinamice:
– Teste statice:
• cobotul este poziționat în diverse configurații (braț
extins, braț pliat, poziții laterale) la fiecare post și în
poziții intermediare;
• se aplică sarcina maximă (piesa + cap de lucru) și se
măsoară eventualele deplasări elastice ale șinei și
ale căruciorului (tasare, încovoiere);
• se verifică dacă acestea sunt în limitele acceptabile pentru
proces.
– Teste dinamice:
• se execută cicluri repetate de deplasare cu accelerări și
viteze apropiate de valorile maxime de lucru;
• se monitorizează vibrațiile, comportamentul la schimbări de
direcție și eventualele rezonanțe;
• se evaluează impactul asupra preciziei de poziționare și
asupra confortului operatorului (zgomot, vibrații).
Tabel
20 – Matrice orientativă de teste de sarcină și stabilitate
|
Tip test
|
Configurație cobot
|
Sarcină aplicată
|
Parametru evaluat
|
Criteriu de acceptare (exemplu)
|
|
Test static sarcină max. post 1
|
Braț extins în față
|
10 kg + cap de lucru
|
Deplasare verticală șină
|
< 0,5 mm
|
|
Test static sarcină max. post 4
|
Braț extins lateral
|
10 kg + cap de lucru
|
Deplasare laterală cărucior
|
< 0,4 mm
|
|
Test dinamic sarcină medie
|
Traiectorie între posturi
|
5–7 kg
|
Nivel vibrații (subiectiv/obiectiv)
|
Fără vibrații excesive, sistem stabil
|
|
Test dinamic ciclic
|
Ciclu complet 4 posturi
|
10 kg
|
Stabilitate poziționare finală
|
Abateri în toleranțele de precizie
|
|
Test durabilitate (N cicluri)
|
Cicluri repetate cu sarcină
|
5–10 kg
|
Uzură ghidaje, joc suplimentar
|
Fără creștere semnificativă a jocurilor
|
9.3 Validarea
performanțelor în scenarii reale de lucru (1 cobot / 2 coboti)
Validarea finală a RobotRail trebuie să se facă în scenarii
cât mai apropiate de utilizarea reală: programe de sudură, vopsire,
manipulare, cu succesiuni de posturi și timpi de ciclu similari
producției.
Pentru
configurația cu 1 cobot:
– se definește un ciclu complet de producție (de exemplu: Post1 –
sudură prin cordon, Post2 – sudură detaliu, Post3 – vopsire, Post4
– manipulare/descărcare);
– se măsoară timpii de ciclu pe post și timpii de deplasare
între posturi;
– se evaluează calitatea rezultatelor (calitatea cordonului de
sudură, uniformitatea stratului de vopsea, precizia depunerii pieselor).
Pentru
configurația cu 2 coboti:
– se definesc scenarii de lucru în paralel (de exemplu: Cobot A – sudură
pe Post1–2, Cobot B – manipulare/vopsire pe Post3–4);
– se verifică funcționarea corectă a interblocărilor
logice și remanentele de siguranță (nimeni nu intră în
zone interzise, nu apar coliziuni);
– se compară productivitatea (debit piesă/oră) față
de scenariul cu 1 cobot și se analizează eventualele timpuri de
așteptare din cauza zonelor partajate.
Tabel
21 – Matrice orientativă de validare în scenarii reale (1 vs 2 coboti)
|
Scenariu
|
Configurație RobotRail
|
Indicatori măsurați
|
Obiectiv / criteriu orientativ
|
|
Ciclu
standard 4 posturi
|
1
cobot
|
Timp
total ciclu, timpi parțiali per post
|
Ciclu
stabil, fără întârzieri neplanificate
|
|
Ciclu
extins cu procese mixte
|
1
cobot
|
Calitate
sudură, calitate vopsire, precizie manipulare
|
Toți
indicatorii în limite acceptate
|
|
Lucru
în paralel 2–2 posturi
|
2
coboti (Post1–2 / 3–4)
|
Debitul
total (piese/oră), timpi de așteptare
|
Creștere
semnificativă față de 1 cobot
|
|
Scenariu
zone partajate
|
2
coboti, zonă comună
|
Număr
situații de așteptare/„blocaj”
|
Fără
blocaje, doar așteptări scurte
|
|
Test
securitate în operare
|
1
și 2 coboti
|
Număr
evenimente (near-miss, alarme)
|
0
evenimente grave, alarme conforme
|
9.4 Analiza rezultatelor
și recomandări de îmbunătățire
După realizarea testelor de precizie, sarcină și scenarii
reale, se elaborează o analiză structurată a rezultatelor:
–
se compară valorile măsurate cu criteriile de acceptare definite în
fazele de proiectare (cerințe funcționale și de proces);
– se identifică eventualele abateri sau limitări (de exemplu:
poziții în care precizia este mai slabă, zone de șină
unde apar vibrații, timpi de ciclu mai mari decât cei
țintiți);
– se stabilește dacă sunt necesare acțiuni corective sau de
optimizare:
• ajustări mecanice (rigidizări, reglare ghidaje, modificare
prinderi);
• optimizări electrice și de control (profiluri de accelerație,
parametri servo, filtrare vibrații);
• optimizări software (restructurare programe cobot, reorganizare
succesiune posturi);
• îmbunătățiri de layout (mutarea ușoară a unui
post, modificarea tipului de masă/dispozitiv).
Se
recomandă structurarea concluziilor într-un raport de validare care
să includă:
–
sinteza testelor efectuate și a rezultatelor (inclusiv tabelele tip
matrici);
– lista neconformităților identificate (dacă există)
și acțiunile propuse;
– recomandări pentru varianta finală de RobotRail „gata de produs”
(versiune industrializabilă) și eventual pentru o versiune
„RobotRail 2.0” cu îmbunătățiri ulterioare (de exemplu:
șină mai lungă, profil diferit, alt tip de acționare
liniară, noi posturi de lucru).
Prin
parcurgerea completă a etapei de testare și validare
experimentală, RobotRail trece de la stadiul de prototip/test la stadiul
de soluție industrială robustă, pregătită pentru
integrare în linii de producție reale, în configurații cu 1 sau 2
coboti și cu cel puțin 4 posturi de lucru.
|
|
10. Impact,
scalabilitate și direcții de dezvoltare
|
10.1 Beneficii industriale
și economice ale sistemului RobotRail
Implementarea RobotRail într-o linie de producție aduce beneficii
industriale și economice directe, în special prin creșterea
gradului de utilizare a cobotului și prin reducerea numărului de
celule robotizate fixe. Un singur cobot (sau doi coboti) deservesc minimum 4
posturi de lucru, ceea ce reduce investiția inițială în
roboți multipli, fiecare blocat într-o singură celulă.
Din
punct de vedere industrial, RobotRail:
– crește flexibilitatea: același cobot poate executa, prin
schimbarea programului, sarcini de sudură, vopsire și manipulare la
posturi diferite;
– scurtează timpii de reconfigurare: modificarea ordinii de lucru sau a
alocării posturilor se face preponderent software, nu prin relocări
mecanice majore;
– valorifică mai bine spațiul: în locul mai multor celule
dispersate, se concentrează resursele pe o singură axă
liniară, cu posturi organizate compact;
– facilitează standardizarea: modul în care sunt definite posturile,
frame-urile, tipurile de mese și de jiguri poate deveni un standard
intern, reutilizabil pe mai multe linii.
Din
punct de vedere economic, principalele efecte sunt:
– reducerea costului pe piesă, prin creșterea
productivității și reducerea timpilor morți;
– amortizarea mai rapidă a investiției în cobot, care devine o
resursă „multi-post”;
– posibilitatea extinderii treptate: se poate porni cu 4 posturi și 1
cobot, urmând ca, în funcție de rezultate, să se adauge posturi noi
sau un al doilea cobot.
Tabel
22 – Impactul RobotRail asupra unor indicatori industriali și economici
(tendințe generale)
|
Indicator
|
Situație fără RobotRail (celule fixe)
|
Situație cu RobotRail (1–2 coboti, 4+ posturi)
|
Tendință
|
|
Investiție
inițială în roboți
|
Mai
mulți roboți, câte unul/celulă
|
1–2
coboti deservesc mai multe posturi
|
Scădere
|
|
Grad
utilizare cobot
|
Mediu/scăzut
(timpi morți între loturi)
|
Mai
ridicat (multi-post, sarcini succesive)
|
Creștere
|
|
Timp
de reconfigurare linie
|
Mare
(mutări echipamente, cablare nouă)
|
Mic–mediu
(reconfigurare software + ajustări minore)
|
Scădere
|
|
Productivitate
pe metru pătrat de hală
|
Medie
(celule dispersate)
|
Mai
mare (posturi concentrate pe șină)
|
Creștere
|
|
Cost
de mentenanță pe sistem robotizat
|
Mentenanță
separată pentru fiecare celulă
|
Mentenanță
concentrată pe RobotRail + cobot/coboți
|
Tendință
de scădere
|
|
Scalabilitate
(extindere capacitate)
|
Adăugare
de noi celule complete
|
Prelungire
șină, adăugare posturi/cobot suplimentar
|
Simplificare
|
10.2 Scalabilitatea sistemului
pentru mai mult de 4 posturi de lucru
Unul dintre avantajele fundamentale ale RobotRail este scalabilitatea
inerentă a arhitecturii: șina este modulară, iar posturile de
lucru pot fi adăugate sau reconfigurate relativ ușor.
Scalabilitatea
se poate manifesta în mai multe direcții:
– scalabilitate în lungime: adăugarea de noi segmente de șină,
cu posturi suplimentare (de exemplu trecerea de la 4 la 6 sau 8 posturi);
– scalabilitate funcțională: introducerea de posturi cu tipuri noi
de proces (de exemplu post de inspecție vizuală automată, post
de debavurare, post de montaj);
– scalabilitate în număr de coboti: trecerea de la 1 la 2 coboti care
lucrează împărțind sau segmentând posturile existente.
Evident,
pe măsură ce se adaugă posturi, este necesară o
analiză atentă a timpilor de deplasare și a potențialelor
„blocaje” în flux. Există un prag optim: prea multe posturi deservite de
un singur cobot pot conduce la timpi de așteptare mari, caz în care
introducerea unui al doilea cobot sau segmentarea șinei devin
soluții mai eficiente.
Tabel
23 – Exemple de scenarii de scalare a RobotRail
|
Scenariu de scalare
|
Caracteristici principale
|
Când este recomandat
|
|
4
→ 6 posturi, 1 cobot
|
Adăugare
2 posturi (ex. inspecție + manipulare finală)
|
Când
timpii de ciclu permit extinderea cu un singur cobot
|
|
4
→ 6 posturi, 2 coboti
|
Cobot
A: posturi 1–3, Cobot B: 4–6
|
Când
volumul crește și un cobot devine limitativ
|
|
6
→ 8 posturi, 2 coboti
|
Introducere
posturi suplimentare (ex. pregătire + buffer)
|
Pentru
fluxuri complexe, cu faze intermediare
|
|
4
posturi → 4 posturi + upgrade funcțional
|
Post
existent de manipulare devine post de inspecție automată
|
Când
se urmărește creșterea calității fără
extindere de spațiu
|
|
Segmentare
șină în 2 zone
|
2
coboti pe zone diferite (1–2 și 3–4)
|
Când
se doresc cicluri paralele bine separate
|
10.3 Adaptarea RobotRail la
coboti diferiți și la aplicații noi
RobotRail este conceput astfel încât să fie relativ „agnostic”
față de modelul de cobot, cu condiția ca masa, sarcina
utilă și raza de lucru ale cobotului să fie compatibile cu
dimensionarea mecanică și cu posturile de lucru.
Adaptarea
la coboti diferiți implică:
– o placă de interfață mecanică standardizată, care
poate fi adaptată prin inserarea de șabloane specifice
fiecărui producător/model;
– adaptarea cablării și a interfețelor de semnal (conectori,
protocoale de comunicație, I/O digitale);
– recalibrarea frame-urilor și a posturilor în raport cu noul cobot,
precum și actualizarea programelor de lucru.
Din
punct de vedere al aplicațiilor, RobotRail poate fi extins dincolo de
sudură, vopsire și manipulare clasică:
– integrarea unor capete de lucru speciale (debitare cu jet, șlefuire,
polisare, debavurare);
– posturi cu inspecție vizuală 2D/3D (camere fixe la post sau pe
cobot, pentru control calitate în linie);
– aplicații de asamblare ușoară, în care cobotul
poziționează și fixează componente pe dispozitive
speciale.
Tabel
24 – Adaptarea RobotRail la coboti și aplicații diferite
|
Dimensiune de adaptare
|
Ce se schimbă
|
Ce rămâne neschimbat
|
|
Model
cobot (producător diferit)
|
Placă
de prindere, cablare, comunicație
|
Șina,
căruciorul, posturile de lucru
|
|
Tip
aplicație (ex. sudură → șlefuire)
|
Cap
de lucru, dispozitive, programe
|
Arhitectura
RobotRail, axa liniară, layout-ul de bază
|
|
Nivel
automatizare (manipulare simplă → inspecție automată)
|
Senzori,
camere, logici software suplimentare
|
Structura
de ansamblu, concept multi-post
|
|
Număr
coboti (1 → 2)
|
Al
doilea cărucior, al doilea controler
|
Șina
principală, mare parte din posturi
|
10.4
Direcții viitoare de cercetare și dezvoltare
Pe baza arhitecturii RobotRail descrise și validate, se conturează
mai multe direcții de dezvoltare viitoare:
–
Optimizare avansată prin simulare și digital twin:
• crearea unui model digital complet (digital twin) al RobotRail, care
să permită simularea fluxurilor de producție, analizarea
dinamicii, optimizarea automată a strategiilor de mișcare a
cobotului și a secvențelor de posturi;
• utilizarea simulării pentru planificarea introducerii de produse noi,
fără a afecta fluxul real.
–
Funcții avansate de control adaptiv:
• reglarea automată a vitezelor și accelerațiilor în
funcție de sarcina reală (piesa efectivă transportată,
poziția brațului cobotului);
• detectarea vibrațiilor sau a uzurii mecanice și ajustarea
profilurilor de mișcare pentru a menține precizia și durata de
viață.
–
Integrare cu sisteme de producție inteligente (Industry 4.0):
• conectarea RobotRail la platforme de monitorizare la distanță, cu
colectare de date (OEE, timpi de ciclu, stări de alarmă);
• integrarea cu sisteme MES/ERP pentru managementul comenzilor și al
trasabilității pieselor pe cele 4+ posturi;
• suport pentru schimb automat de rețete, în funcție de tipul de
comandă și de configurația cerută a posturilor.
–
Extinderea versiunilor hardware:
• dezvoltarea unor variante „heavy-duty” pentru sarcini mai mari, cu
șine și cărucioare dimensionate pentru coboti cu sarcină
utilă superioră (de exemplu 20–30 kg);
• variante „light” și compacte, destinate liniilor cu spațiu foarte
limitat sau aplicațiilor de laborator/R&D;
• versiuni specializate pentru medii dificile (de exemplu medii cu
cerințe de curățenie ridicată sau medii corozive).
–
Cercetare în colaborare om–robot extinsă:
• studii privind interacțiunea operator–RobotRail în spații
partajate, cu focus pe ergonomie, siguranță și ușurință
în programare;
• experimentarea unor interfețe de programare mai intuitive (teach by
demonstration, interfețe grafice simplificate, comenzi vocale sau prin
gesturi, acolo unde standardele de siguranță permit).
În
ansamblu, RobotRail poate evolua de la o soluție flexibilă pentru 4
posturi de sudură/vopsire/manipulare la o platformă modulară
de automatizare pentru linii întregi, cu multiple posturi, coboti
diferiți și aplicații variate, integrată într-un ecosistem
de producție inteligent și conectat
|
|
|
|
